- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy
Шта чини ваљаоницу равне жице правим избором за прецизне проводнике?
Резиме чланка
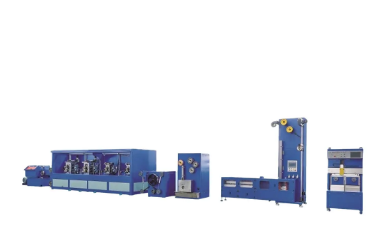
A Ваљаоница равне жицепретвара округлу жицу или траку у конзистентну, високо прецизну равну жицу која се користи у моторима, трансформаторима, калемовима и напредним пројектима електрификације. Али купци се обично сусрећу са истим проблемима: нестабилна дебљина, пукотине на ивицама, површинске огреботине, споре промене и непредвидив принос. Овај водич разлаже како ваљање равних жица заиста функционише, шта треба да проверите пре куповине, како да избегнете уобичајене главобоље у производњи и како да израчунате вредност у стварном свету – тако да можете да изаберете опрему која даје стабилне, поновљиве резултате у обиму.
Садржај
- Оутлине
- Где производња равних жица обично иде по злу
- Како ваљаоница равне жице заправо ствара конзистентност
- Шта да наведете пре него што затражите понуду
- Како одабрати прави млин за свој материјал и излаз
- Контрола квалитета која спречава отпад уместо да га мери
- Савети за одржавање и замену који штите принос
- Цена, проток и повраћај улагања: шта „добра вредност“ заиста значи
- ФАК
Оутлине
- Уобичајене болне тачке купаца у производњи равних жица
- Принципи ваљања језгра који утичу на дебљину, ширину и завршну обраду површине
- Критичне спецификације за потврду (материјал, опсег величина, циљеви толеранције, брзина)
- Контролна листа избора за различите случајеве употребе (бакар, алуминијум, мала наспрам широка равна жица)
- Кораци контроле квалитета за стабилизацију производње и смањење прераде
- Одржавање, заказивање пролаза и навике руковаоца које чувају ваљке и жицу
- Идеје за израчунавање РОИ и шта тражити од добављача да докаже
Где производња равних жица обично иде по злу
Ако купујете за аВаљаоница равне жице, вероватно то не радите „из забаве“. Радите то зато што тренутни процес изазива стварне губитке – отпатке, прераде, кашњења у испоруци или жалбе купаца. Ево тачака бола које се најчешће појављују:
- Промена дебљине:Можете погодити мету на почетку намотаја, а затим одступити од толеранције како се мења температура, подмазивање или хабање ваљка.
- Недоследност ширине и пуцање ивица:Превише агресивна редукција или лоше планирање пролаза могу гурнути материјал напоље, стварајући слабе ивице или микро-пукотине.
- Површинске огреботине и трагови оксидације:Прљаво вођење, нестабилна напетост или неисправно расхладно средство/подмазивање могу уништити завршну обраду површине и низводно намотавање.
- Низак принос од покушаја и грешке:„Хајде да га подесимо док не проради“ звучи нормално – све док не израчунате колико бакра или алуминијума донирате у канту за отпад.
- Споро пребацивање:Ако промена комплета ваљака траје предуго, ваша линија постаје уско грло у распореду.
- Неусклађеност са низводним процесима:Равна жица често доводи до емајлирања, жарења, намотавања, намотавања или формирања укосница. Ако производња млина није стабилна, све низводно пати.
Добро дизајниранВаљаоница равне жицесе мање ради о „ваљању метала“ а више о контроли варијабли – притиска, поравнања, напетости, подмазивања и редукције – тако да излаз постаје предвидљив, а не даје наду.
Како ваљаоница равне жице заправо ствара конзистентност
Ваљање равне жице је у суштини контролисана деформација: смањујете дебљину док управљате ширином и квалитетом површине. Најважнији делови су они који одржавају стабилну деформацију од завојнице до завојнице.
Кључна механика која покреће стабилан резултат
- Прецизна контрола размака у ваљцима:Мале промене у зазору ролне се директно претварају у варијацију дебљине. О стабилном подешавању и поновљивим подешавањима се не може преговарати.
- Планирање распореда пролазака:Вишеструке лакше редукције обично штите ивице и површину боље од једног снажног стискања. Добри млинови подржавају доследне вишепролазне или тандемске стратегије.
- Управљање тензијама:Превише напетости може сузити жицу и узроковати грчење; премало може створити валовитост или лоше праћење. Контролисано понашање исплате/преузимања је важно.
- Вођење и поравнање:Неусклађеност узрокује оштећење ивица, дијагоналне огреботине и неуједначену дебљину по ширини. Добро вођење одржава жицу центрираном и мирном.
- Подмазивање и хлађење:„Прави“ приступ зависи од материјала и брзине. Циљ је стабилно трење, контролисана температура и чисте површине.
Када су ове варијабле контролисане, добијате резултате до којих је купцима заиста стало: стабилна дебљина, чиста површина, минимални дефекти на ивицама и мање притужби у наставку.
Шта да наведете пре него што затражите понуду
Добављачи не могу препоручити праву конфигурацију ако су ваши захтеви нејасни. Пре него што затражите цену, документујте основне ствари у наставку. Ово спречава недостатке спецификација (касније бол) или прекомерне спецификације (потрошени буџет).
- Материјал:бакар, алуминијум или легура; укључити темперамент/стање ако је применљиво.
- Формулар за унос:округли пречник жице или димензије траке; унутрашњи/спољни пречник завојнице; тежина намотаја.
- Циљани опсег равних жица:готови опсег дебљине и ширине, плус очекивања толеранције.
- Захтеви за површину:козметички стандард, осетљивост на огреботине, низводно емајлирање или потребе за лепљењем.
- Циљ производње:кг/сат или м/мин очекивања и типичне величине шарже.
- Интеграција:исплата/преузимање, жарење, намотавање, мерење на линији или повезивање са постојећим контролама линије.
- Реалност оператера:ниво вештине вашег тима и да ли вам је потребна лакша операција заснована на рецепту.
Ако желите мање „изненађења“, замолите добављача да мапира ваше спецификације на препоручени метод рада, приступ распореду пролаза и план контроле квалитета – а не само распоред машине.
Како одабрати прави млин за свој материјал и излаз
Не понашају се сви млинови исто, чак и ако брошуре изгледају слично. "право"Ваљаоница равне жицеје онај који одговара вашем материјалном понашању, захтевима толеранције и реалности свакодневне производње.
Користите ову практичну контролну листу
- Стабилност преко максималне брзине:Брзо није важно да ли се често заустављате ради прилагођавања или отписа.
- Поновљиви рецепти:Потражите подешавања која вам омогућавају да сачувате и опозовете подешавања за уобичајене величине.
- Брз, сигуран дизајн промене:Замена ваљка, подешавање вођења и чишћење треба да буду једноставни.
- Измерени излаз, а не нагађани излаз:Инлине опције мерења (или једноставан ток рада узорковања) су важне за рад са уском толеранцијом.
- Подршка за ваш распон величина:Машина оптимизована за уску равну жицу може да се бори са широким профилима и обрнуто.
Многи купци такође брину о способности добављача: да ли произвођач може да помогне у пуштању у рад, да прође упутства за распоред и обуку оператера. Ето гдеЈиангсу Гоодроллер Мацхинери Цо., Лтд.се често оцењује — не само као добављач опреме, већ и као партнер за стабилно подешавање производње и поновљивост од прве серије па надаље.
Табела за брзу поређење: шта питати и зашто је то важно
| Децисион Итем | Шта питати | Зашто Вам је то важно |
|---|---|---|
| Опсег величина Фит | Који је доказани опсег дебљине/ширине завршне обраде на сличним материјалима? | Спречава куповину млина који „може“ да уради ваш асортиман на папиру, али се бори у стварној производњи. |
| Стратегија толеранције | Како одржавате дебљину на дугим стазама (метод контроле + мерење)? | Смањује заношење, прераду и поврате купаца. |
| Заштита површине | Водећи дизајн, приступ подмазивању и план чишћења? | Штити завршни слој за намотавање/емајлирање и смањује остатке од огреботина. |
| Време промене | Уобичајено време промене ваљка/водича са обученим оператерима? | Утиче на дневни капацитет више него што то чине бројеви максималне брзине. |
| Подршка за пуштање у рад | Да ли пружате упутства за распоред пролаза и обуку оператера? | Скраћује време надоградње и спречава губитак „пробних и грешака“. |
Контрола квалитета која спречава отпад уместо да га мери
Квалитет равне жице није само испуњавање броја на микрометру. Ради се о спречавању нестабилности пре него што постане отпад. Ево контролних навика које доследно смањују одбацивање:
- Верификација почетка завојнице:Узорак рано, потврдите дебљину/ширину и закључајте рецепт пре повећања брзине.
- Провере прозора процеса:Пратите температуру, стање подмазивања и чистоћу ваљка у задатом интервалу.
- Инспекција ивица:Пукотине на ивици често почињу са малим. Брза рутинска провера може спречити пуну завојницу дефеката.
- Конзистентност по ширини:Проверите уједначеност дебљине слева надесно ако су ваше апликације осетљиве (нпр. прецизне калемове).
- следљивост:Снимите ИД завојнице, подешавања и резултате. Када се деси квар, желите узроке - не нагађања.
Уобичајени недостаци и брза дијагноза
| Симптом | Вероватан узрок | Практична поправка |
|---|---|---|
| Временом се дебљина мења | Промена температуре, промена мазива, хабање ролне, нестабилан зазор | Стабилизирајте хлађење/подмазивање, проверите поновљивост зазора, закажите инспекцију ролне |
| Рубне пукотине | Прекомерно смањење по пролазу, неусклађеност, неусклађеност тврдоће материјала | Подесите распоред пролаза, побољшајте вођење, прегледајте стање материјала |
| Површинске огреботине | Прљава водилица/ролна, остаци, лоше подмазивање | Очистите вођице/ролне, подмазивање филтера, проверите чистоћу исплате/упијања |
| Таласавост или нагиб | Неуједначена напетост, проблеми са праћењем, неуједначено смањење | Стабилизирајте контролу напетости, проверите поравнање, проверите стање ролне |
Савети за одржавање и замену који штите принос
Најбржи начин да претворите доброВаљаоница равне жицеу „машину за проблеме“ је третирање одржавања као опционог. Равна жица је неопростива - ситни дефекти постају велики проблеми низводно.
- Чистоћа је производња:Држите ваљке, вођице и контактне површине чистима. Једна уграђена честица може оставити ожиљке на километрима жице.
- Рутина инспекције ваљка:Проверите да ли има микро-чипова, трагова хабања и оштећења ивица. Замените или поново избрусите пре него што се дефекти умноже.
- Дисциплина подмазивања:Одржавајте константан квалитет подмазивања. Старо или контаминирано мазиво мења понашање трења и завршну обраду површине.
- Стандардизовани кораци промене:Документујте „прави начин“ за промену ваљака и поравнање вођица тако да перформансе не зависе од једног искусног оператера.
- Стратегија резервних делова:Имајте при руци критичне делове који се троше да бисте избегли застоје који уништавају обавезе испоруке.
Добављач који вас подржава са документима за пуштање у рад, обуком и превентивним распоредима може драматично да смањи ваш период повећања и брже стабилизује квалитет - посебно када производите више величина са честим променама.
Цена, проток и повраћај улагања: шта „добра вредност“ заиста значи
Купци често упоређују машине по почетној цени. Али о укупним трошковима власништва обично одлучују три ствари: принос, стабилност и време непрекидног рада.
Једноставан оквир за повраћај улагања који можете да користите
- Смањење отпада:Ако боља стабилност смањује отпад за чак 1–2%, уштеде могу бити значајне за производњу тешку бакра.
- Мање застоја:Свако поновно покретање кошта време, материјал и пажњу оператера.
- Брже промене:Ако је ваш микс производа широк, побољшање од 15–30 минута по промени може додати стварни недељни капацитет.
- Низводна стабилност:Стабилна равна жица смањује одбацивање код емајлирања, намотавања и обликовања—где дефекти могу бити још скупљи.
Када прегледате понуде, тражите од добављача да објасни како њихов дизајн штити контролу дебљине, завршну обраду површине и ефикасност промене у стварном раду — не само у каталошким бројевима.
ФАК
П: Које улазне материјале може да рукује ваљаоница равне жице?
О:Многе линије су конфигурисане за бакар или алуминијум у облику округле жице или траке. Кључ је усклађивање конфигурације млина и приступа приступу вашем понашању материјала, опсегу величина и циљевима толеранције.
П: Како да одлучим за праву толеранцију дебљине и ширине?
О:Почните са захтевима за низводно (спецификације за емајлирање, намотавање, формирање или намотај трансформатора). Затим поставите толеранције које су довољно чврсте да заштите перформансе, али реалне за стабилну масовну производњу.
П: Зашто настају пукотине на ивици током ваљања?
О:Пукотине на ивици обично су резултат претерано агресивног смањења по пролазу, грешака у поравнању или неусклађености између стања материјала и распореда котрљања. Бољи план пролаза и побољшано вођење обично то решавају.
П: Шта да дам приоритет ако је завршна обрада критична?
О:Чисто вођење, стабилно подмазивање/филтрација и дисциплиноване рутине чишћења. Огреботине су често узроковане крхотинама и недоследним трењем, а не „лошим материјалом“.
П: Може ли један млин ефикасно подржавати више величина равних жица?
О:Да—ако је дизајниран за брза подешавања ваљка и вођења, плус поновљивост у стилу рецепта. Ако су промене величине честе, дизајн промене је важан колико и брзина.
П: Које информације треба да пошаљем добављачу да бих добио тачну препоруку?
О:Тип материјала, улазне димензије, распон готових величина, циљеви толеранције, површински захтеви, производни циљ, спецификације намотаја и потребе за интеграцијом у наставку. Што су ваши подаци потпунији, касније ће бити мање изненађења.
Ако вас ваш тренутни процес кошта приноса, стабилности или поверења у испоруку, правилно упаренВаљаоница равне жицеможе претворити производњу равних жица у предвидљив радни ток који се може контролисати. За упутства за димензионисање, препоруке за конфигурацију и практичну подршку за пуштање у рад,контактирајте насатЈиангсу Гоодроллер Мацхинери Цо., Лтд.и реците нам своје материјале и готове жичане циљеве—онда ћемо вам помоћи да мапирате решење које ради чисто и доследно.